In retirement, I’ve had time to contemplate the meaning of life and mechanical seals. With mechanical seals, as with life, things have not always worked out the way I thought they would. I’ve come to believe that mechanical seals, like life, are near-chaotic systems.
Chaos is sometimes defined as complete confusion and disorder. If Chaos is complete confusion then Chaos Theory is the mathematics that attempt to explain it – or at least show how Chaos cannot be explained or controlled.
One characteristic, perhaps the easiest to understand, is that chaotic systems have such a strong dependence on initial conditions that the outcome appears to be random. Chaos was summarized by Edward Lorenz as “When the present determines the future, but the approximate present does not approximately determine the future.”
Non-linear systems sometimes respond in an apparent chaotic manner. It is important for engineers to realize that our day-to-day mathematical methods often use extremely linearized versions of non-linear systems. Anyone who applied engineering mathematics using a slide rule can readily appreciate this linear simplification; however, many computer programs still use the same linear simplifications that we fully mature engineers learned to use on our slide rules.
Examples of potentially chaotic simple systems include:
-
- Spring-mass system (with non-linear spring) with damping
- Fluid flow, especially for turbulent flow regimes
- Any process relying on friction
- Any process having wear
- A dripping faucet
- Stick-slip sliding
- Thermosiphon systems (flow direction can reverse).
Any of the above examples seem familiar? Let’s see where Chaos Theory might apply to mechanical seals:
-
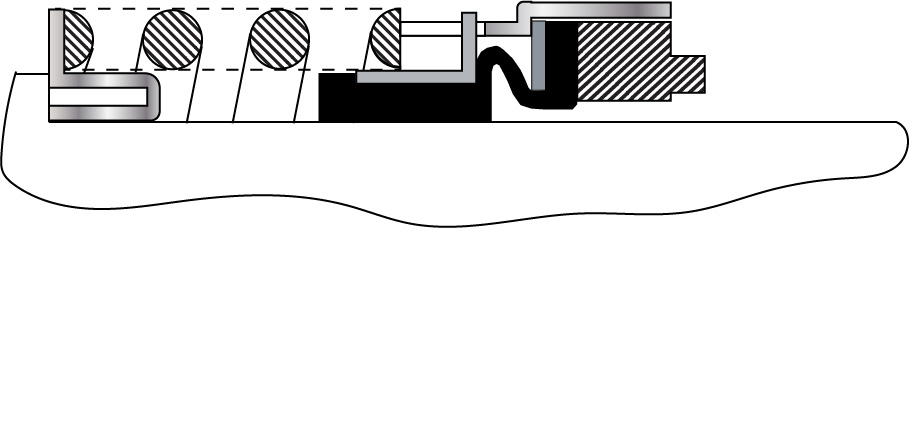
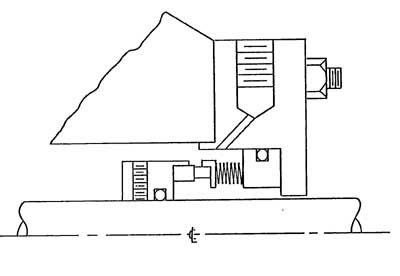
- All seals have some sort of spring; spring force is a function of seal position (setting)
- Metal bellows seals have little damping
- O-rings provide damping but are dependent on lubrication and surface finish
- Fluid flow patterns around seals are dependent on flush rate (and fluid type, rpm, clearances, etc.)
- Seal face friction is dependent on material combinations and lapping (not to mention speed, load, fluid, leakage, etc.)
- Seal face wear rate depends on face load, friction, materials, lapping, fluid, leakage, etc.
- Shrink fits affect seal face flatness and waviness
- Stick-slip sliding between seal faces is a well-known phenomenon, especially with metal bellows seals
- Piping plans for seals sometimes rely on thermosiphon effects.
Not to mention venting!
We certainly want and expect a consistent performance from mechanical seals. Let’s look at how this might be accomplished.
An often overlooked aspect of mechanical seals is the surface finish (roughness) of the faces. Most people know the importance of lapping a seal face to near perfect flatness but the surface finish is also extremely important. Surface finish is measured in millionths of an inch and can vary considerably with the material, manufacturer, even batch. Also, many suppliers do not check surface finish regularly but rely on the manufacturing process for consistency. Some suppliers may not even have the equipment to check surface finish.
The flush rate to a seal is important not only for traditional heat balance considerations but for establishing the flow pattern around the seal. More – or less – flush is often given credit for solving seal reliability problems when the effect may be due to flow pattern and not traditional heat balance.
Other approaches to minimizing chaos in mechanical seal performance include:
-
- Designs employing damping (“pusher” seals)
- Monolithic designs instead of shrink fitted designs
- Cartridge seals have a more consistent assembly and therefore consistent spring load
- Consistency in selecting materials for repaired seals
- Don’t rely on thermosiphon effects
- Vent! Vent! Vent! Don’t attempt to startup with air in the system.
A more appropriate title for this post might have been “Mechanical Seals and Chaos Theory”; however, that title appears a bit more academic than this post actually is. Besides, I really don’t know Chaos Theory but surely it applies to mechanical seals! Perhaps someone with more up-to-date skills in mathematics will apply those skills to studies of mechanical seals and provide guidelines to preventing chaos.