
Selection of the proper seal face materials is essential for the successful operation of the mechanical seal. In fact, it could be argued that selection of materials is the most important decision to be made by the seal designer.
In evaluating materials for seal faces both the properties of the individual materials and the combination of the tribological pair must be considered. In general, dissimilar materials are used for seal faces. These materials are frequently thought of as the “soft face” and the “hard face” although sometimes two “hard faces” are used.
Mechanical seal design would be considerably simplified if the “perfect” seal face material could be found. With such a material, the designer would not be concerned about balance ratio, face widths, heat generation, flushing, corrosion, etc. Therefore there is a tremendous incentive to develop improved seal face materials.
Even though a perfect seal face material is not likely, the ideal face seal material can be described based on our experiences and problems with existing materials. This ideal material would have the following characteristics:
- Wear resistant
- Promotes low leakage
- Promotes low friction
- High strength
- Good thermal properties
- Corrosion resistant
- Easily manufactured into seal shapes
- Low cost
Wear Resistance
Seal face wear can be divided into five types:
- Adhesive
- Abrasive
- Corrosive
- Erosive
- Surface wear from thermal stress or fatigue.
For the most part, wear resistance is usually considered to be directly related to hardness. Adhesive wear is also a function of the tribological pair of materials. Corrosive wear is related to the chemical resistance of the material at the operating temperature.
Thermal Shock
When materials are subject to large temperature gradients, the resulting stresses can cause cracks or even complete fractures to develop. Material properties which promote resistance to thermal shock are high strength, low expansion, low modulus of elasticity and high thermal conductivity. One way to evaluate the effect of these parameters is to consider a “thermal shock” parameter. There are three methods of evaluating this parameter:
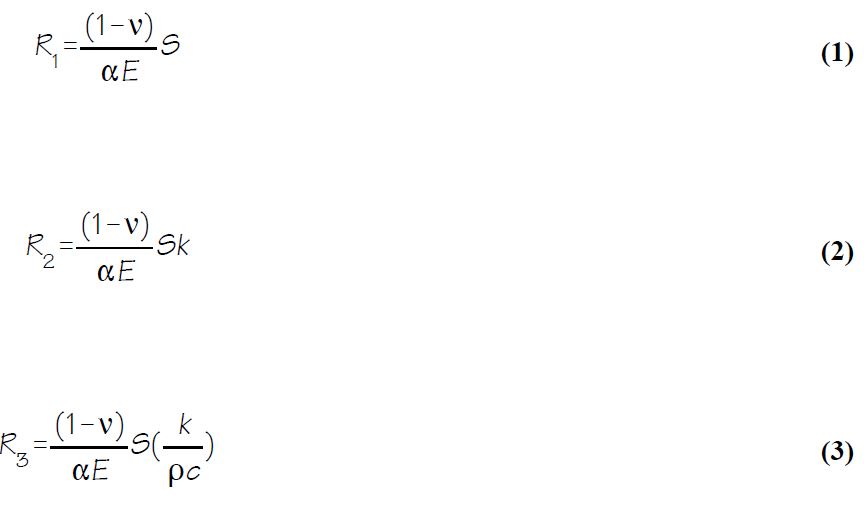
In Equations 1 through 3, the nomenclature is
coefficient of expansion, 1/F
Poisson’s ratio
Density, lbm/cu ft
E Modulus of elasticity, psi
S Flexural strength, psi
k Thermal conductivity, Btu/hr ft F
c Specific heat, Btu/lbm F
The first factor, given by Equation 1, is probably the easiest one to visualize. R1 has the units of temperature (F in this case) and represents the maximum sudden temperature change that can occur without a fracture.
The second factor, R2, includes the effect of thermal conductivity and is frequently listed as a property of materials. It has the units of Btu/hr ft and represents the effect of gross heat conduction on the surface temperature.
The third factor, R3, includes the ability of the material to absorb energy by virtue of its specific heat and density. It has the units of sq ft F/hr.
For all three of these factors, a larger number represents an improvement in resistance to thermal shock. Because its effect is small, Poisson’s ratio is not considered in some references to thermal shock.
Table I shows why materials such as 316SS and alumina are not good seal face materials where thermal shock is a major concern.
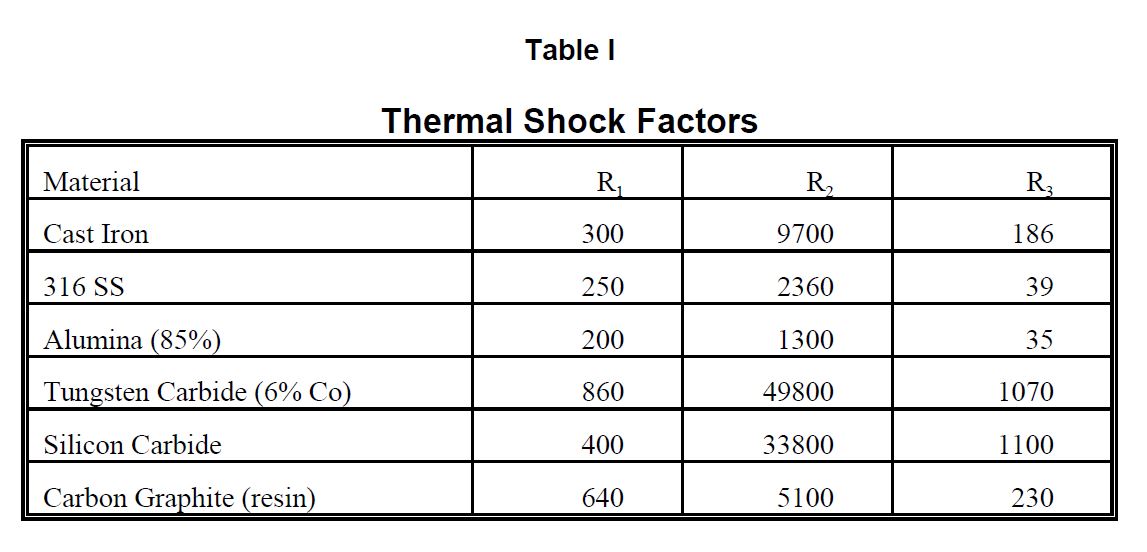 In Table I, the listing for silicon carbide is representative of both alpha sintered and reaction bonded silicon carbide. The exact properties of the various silicon carbides vary considerably from manufacturer to manufacturer.
In Table I, the listing for silicon carbide is representative of both alpha sintered and reaction bonded silicon carbide. The exact properties of the various silicon carbides vary considerably from manufacturer to manufacturer.
Leakage
Leakage is probably more a result of the seal design rather than a property of the material but good face materials can certainly promote low leakage seal designs. In most seals, the actual face separation is strongly related to the surface finish of the materials. Therefore, materials which have and maintain smooth surfaces generally leak less than those with rough surfaces.
Leakage is also related to the compliance, or ability of the seal faces to conform to each other. Compliance is generally thought of as a function of the seal shape; however, it is strongly influenced by the modulus of elasticity. Materials with a low modulus, such as carbon, are more easily made into compliant shapes than materials such as tungsten carbide.
Friction
Mechanical seal calculations are considerably simplified through the use of a coefficient of friction. Unfortunately, this coefficient of friction is not a constant and ranges from around .03 to .3. Naturally, the coefficient of friction is a function of the tribological material pair but it also depends on the fluid being sealed. To make matters worse, it turns out that the coefficient of friction also depends on the seal face load and is reduced when the seal leaks.
In spite of these limitations, the coefficient of friction is a useful means of comparing seal face materials, especially when tests are done under similar conditions. Table II shows coefficients of friction for various face combinations.
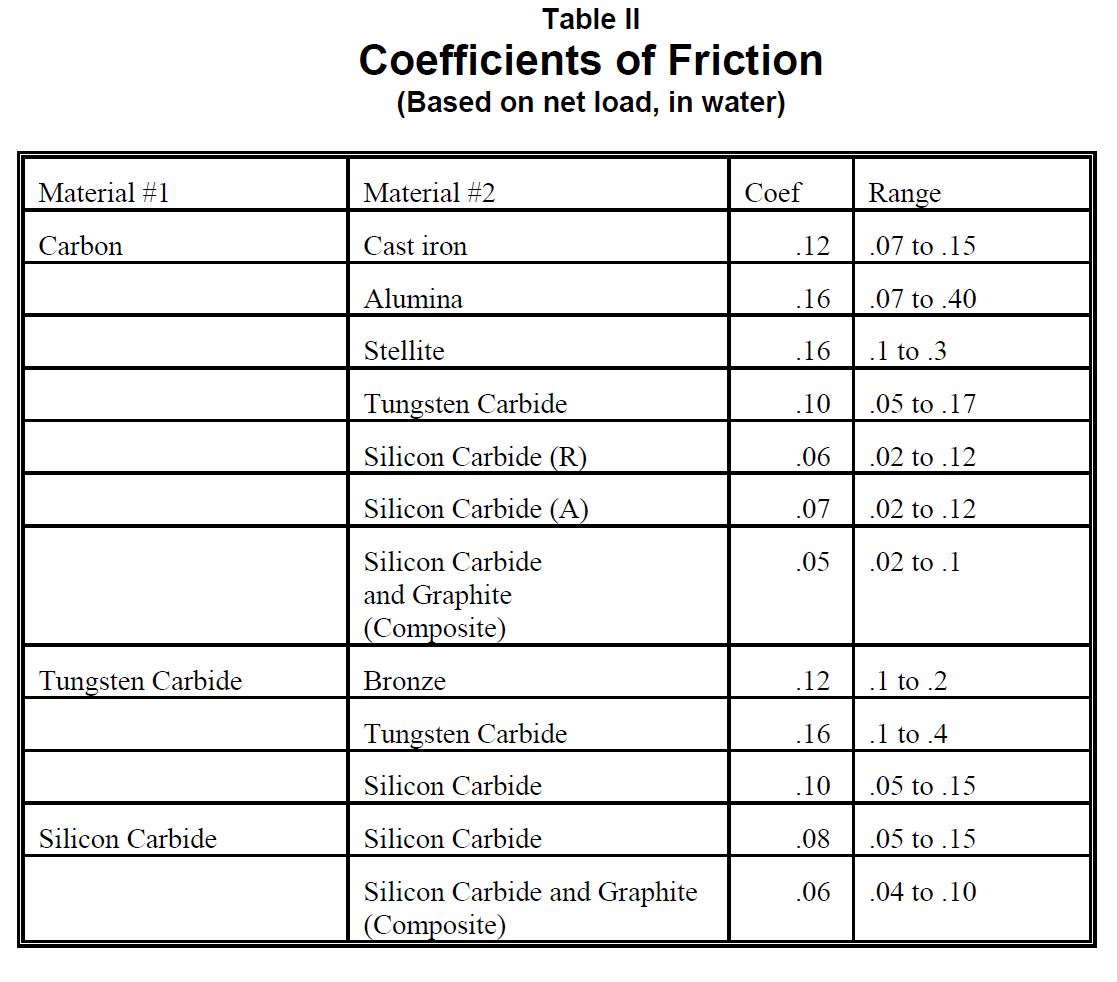
As shown in Table II, there is a considerable variation in coefficient of friction for various materials. Even when specific material formulations are tested, the coefficient of friction depends on the fluid being sealed, the seal load and aspects of the seal design such as face distortion.
Strength
A good mechanical seal material must not only be strong enough to resist the stresses of normal operation, it must also be strong enough to survive the manufacturing process, storage and the rigors of installation.
The strength, hardness and rigidity of carbon graphite based materials is generally an order of magnitude less than that of metals and ceramics such as steel, tungsten carbide or silicon carbide. This means that more design effort is normally directed toward the component which is manufactured from carbon graphite. The primary reason for the use of carbon graphite in mechanical seals is it self lubricating qualities — not its strength.
Metal filled carbon graphites generally show improvements in strength, hardness and modulus of elasticity over resin filled carbon graphites.
Tungsten carbide is at the other extreme from carbon graphite. Tungsten carbide has a very high compressive and tensile strength, is very hard and has a high modulus of elasticity.
Silicon carbides are even harder than tungsten carbides but are much more brittle and greater care must be taken during installation and removal. These difficulties in handling have caused many users to prefer tungsten carbide in spite of the low frictional characteristics of silicon carbide.
Thermal Properties
The thermal aspects of mechanical seals are a major factor in seal performance and reliability. Two of the major material properties are thermal conductivity and thermal expansion.
The thermal shock characteristics of materials have already been discussed. Although thermal conductivity enters into the thermal shock parameters R2 and R3 directly, its effect on seal face temperature is probably more important.
Carbon graphite materials generally have a thermal conductivity of around 5 to 8 Btu/hr ft F; metal filled carbons are somewhat higher. In contrast, tungsten carbides and silicon carbides have thermal conductivities ranging from 40 to 100 Btu/hr ft F. This means that, in a typical seal with carbon versus tungsten carbide or silicon carbide faces, the major of the heat transfer takes place through the non-carbon element.
Stainless steels, Stellite and alumina have much lower thermal conductivities than tungsten carbide and seals using these materials will run considerably hotter than one using tungsten carbide or silicon carbide.
The thermal expansion of seal face materials is related to both the seal face temperature and the coefficient of expansion of the material. In order to minimize the effects of face temperature on distortion, a low coefficient of expansion is desired.
The coefficient of expansion of carbon graphites, tungsten carbides and silicon carbides is similar. This is fortunate and allows for some degree of substitution in seal face materials within the same design family. Alumina is higher and stainless steels still higher.
Any differences in coefficient of expansion become especially important when a seal is manufactured by shrink fitting components made from different materials. In this case, if the operating temperature is sufficiently different from the manufacturing temperature, the seal faces may become distorted. In an extreme case, the components may become loose.
Corrosion Resistance
Corrosion of carbon graphites is usually more related to the binder than the carbon graphite. Metal filled carbon are especially subject to corrosion but a suitable resin filled carbon can usually be found for most services. Carbon graphites are not recommended for aqua regia, oleum or perchloric acid. Resins in common use are attacked by lithium hydroxide, potassium hydroxide, sodium metophosphate, anhydrous ammonia, sodium diphosphate and sodium cyanide.
Alumina has good corrosion resistance and high purity alumina is very good. Before the introduction of silicon carbide, alumina was the preferred corrosion resistant material in many mechanical seal services.
The two most common variations of tungsten carbide are cobalt bound and nickel bound. Nickel bound tungsten carbide is the more corrosion resistant although the cobalt bound tungsten carbide is more than adequate for most services. Neither is as good as alumina.
The chemical resistance of silicon carbide is excellent. The two most common variations of silicon carbide are reaction bonded and alpha sintered. Of the two, the alpha sintered is the more corrosion resistant but even reaction bonded silicon carbide is very resistant to chemical attack. Both are generally better in corrosion resistance than nickel bonded tungsten carbide. The “free silicon” in reaction bonded silicon carbide can be attacked by strong oxidizing chemicals. Alpha sintered silicon carbide has no free silicon; it is considered to be the most corrosion resistant of all the seal face materials.
Ease of Manufacture
Many of the desirable material qualities for a seal face are not so desirable during the manufacturing process of that component. In particular, the hardness and high strength of many materials make manufacturing very difficult. A common approach is to mold the “green” material into a near finished shape before completing the manufacturing process.
Carbon graphites are typically molded to a rough shape before being impregnated with resin or metal binder. Some simple shapes with small cross sections may be machined from cylindrical stock. The final shape is machined. Faces are always lapped.
Because of their hardness, tungsten carbide and silicon carbide pieces must always be ground to their final dimensions. Faces are always lapped.
Seal components made of very hard materials such as tungsten carbide and silicon carbide are frequently repairable. The repair process consists of chemical and mechanical cleaning and relapping. Caution must be used to assure that dimensional tolerances are maintained.
Softer materials, such as carbon graphites, frequently are not reused, especially if they have been in service for an extended period of time. These softer components generally have more extensive face damage than the hard component and are also less expensive to replace. In the case of carbon graphites, there may also be a concern about chemical attack of the binder.
Cost
The cost of seal components is generally related to the hardness and chemical resistance of the material. This cost is normally considered to be a small fraction of the total cost of removing the pump from service and the labor involved in changing out the seal parts. For this reason, most seal users prefer to use the best available materials in their mechanical seals. Currently, the most popular material combination is a premium resin filled carbon graphite versus silicon carbide.
In relative terms, material costs can be arranged as follows:
- Machinable carbon graphite
- Carbon graphite (impregnated after molding)
- Cast iron
- Leaded bronze
- Ni-resist
- Tool steel
- Alumina
- Dairy bronze (nickel bronze)
- Stellite
- Tungsten carbide (cobalt binder)
- Tungsten carbide (nickel binder)
- Silicon carbide (reaction bonded)
- Silicon carbide (alpha sintered)
- Silicon carbide/graphite composite
The order of the above list is also influenced by the shape of the component part as well as the stocking and pricing policy of the manufacturer.
In many cases, there is very little difference in the price of the various tungsten carbides and silicon carbides.
The additional cost of tungsten carbides and silicon carbides is somewhat offset by the fact that components made from them can frequently be repaired – meaning cleaned and re-lapped.