
The first edition of API 682 was entirely new although parts of it were extracted from the pump standard API 610 and existing API standard paragraphs.
The mission statement for the first edition task force was captured in the first section of the standard:
This standard is designed to default to the equipment types most commonly supplied that have a high probability of meeting the objective of at least three years of uninterrupted service while complying with emissions regulations.
There were several key assumptions made by the first edition task force in meeting this goal.
- The standard would only try to address 90% of the seal applications in a typical refinery. Some applications, such as Hydrofluoric Acid, were defined as being outside its scope.
- The standard addressed a limited range of shaft sizes as well as a limited range of operating conditions. A survey of refinery pumps and seals was used to set these limits. Equipment that was outside the range of normal equipment might reference API 682 but would require a more thorough engineering review before using a seal engineered for that service.
- The standard would default to one solution. Throughout the standard, there were many alternatives (referred to as “standard options”) that were considered as equals to the defaults. This allowed users to have some flexibility and still be in compliance.
The standard was notable, and perhaps unique, for many reasons. It was filled not only with the technical details normally associated with a standard but also with a thorough explanation of how seals should be applied and the background behind many of the requirements of the standard. The document contained notes and comments that gave the reader an insight into the task force’s reasoning. Originally, these notes and comments were intended only for the taskforce; however, the reviewers of the draft standard asked that they be kept in the finished document. Some comments were expanded to become tutorials and were moved to the appendix.

The standard also needed to provide a guide on how to select the correct seal for a number of common refinery applications. Before this could be done, it was necessary to categorize these applications into a number of services:
- Non-hydrocarbon
- water
- sour water
- caustics/amines
- acids
- Non-flashing hydrocarbon
- Flashing hydrocarbon.
These services were further broken down by pressure and temperature.
It was also necessary to categorize the many different type seals that were used in these services. Three seal types were designated:
- Type A – O-ring pusher
- Type B – O-ring metal bellows
- Type C – flexible gasket (high temperature) metal bellows.
Each of these seal types were defined relative to the basic seal design, materials of construction, and additional features (such as injection type and bushings).
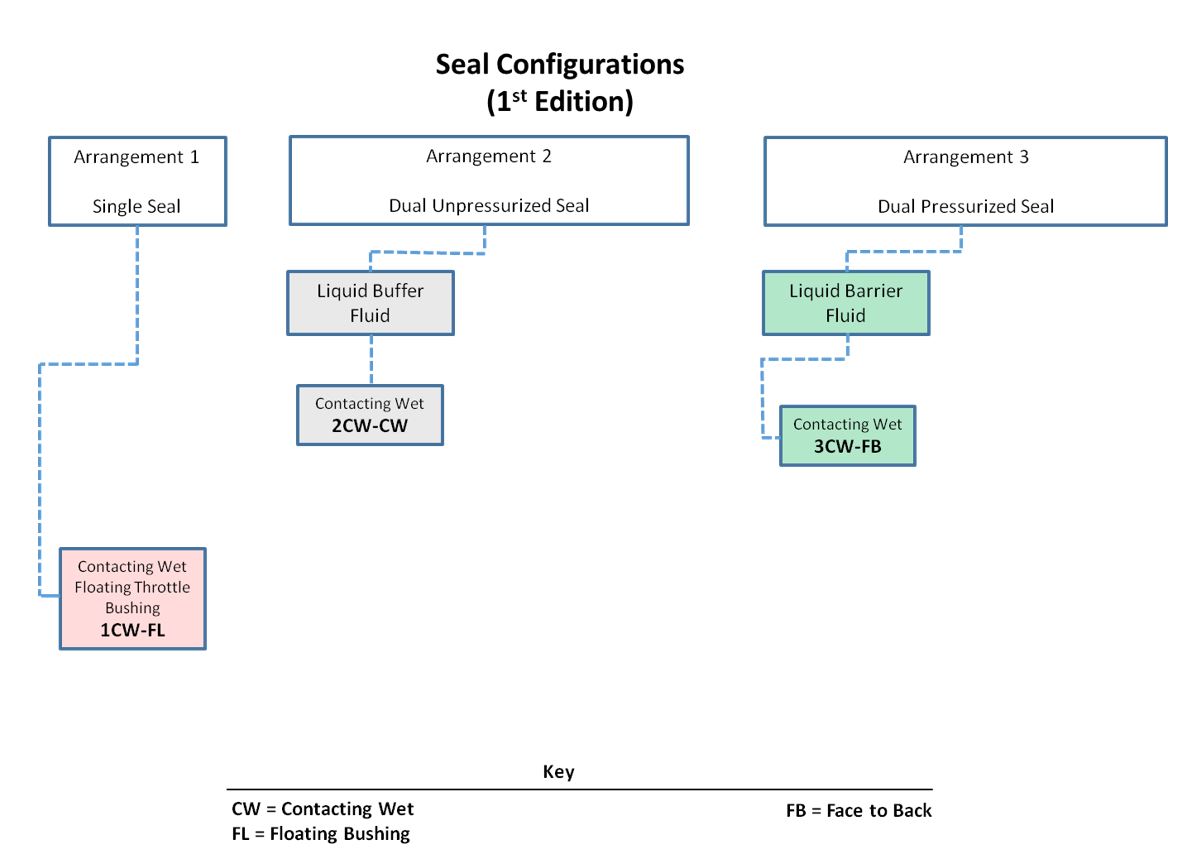
Prior to API 682, first edition, multiple seals were designated as being either “tandem” or “double” seals; however, advances in seal design had rendered these classic terms obsolete. As a result, there was some confusion on how multiple seals were designated. The task force decided to use a more descriptive designation and chose to define dual seal arrangements. A dual seal would be two seals used in the same seal chamber. The fluid between these two seals could be either pressurized or unpressurized. Three standard arrangements were defined:
- Arrangement 1 would be a single seal
- Arrangement 2 would be a dual unpressurized seal
- Arrangement 3 would be a dual pressurized seal.
Each of these arrangements were further described relative to the seal orientation and design features. Although the term “configuration” was not used at the time, the 1st Edition configurations may be illustrated as shown below.
API 682 1st Edition did not include containment seals or dry gas barrier seals.
After having defined the services, seal types, and seal arrangements, a series of flowcharts were created to select a default seal type, special material or design requirements, and supporting piping plan.
One of the other areas that the standard addressed was seal qualification testing. While it was easy enough to require that seals should have a high probability of three years of service, it was difficult to prove this. The task force members wanted some assurances that the seals offered by the OEMs were capable of meeting these goals when run under actual conditions. The only way to do this was to require seal performance testing on process fluids under representative pressures and temperatures.
The general idea of the qualification test was to prove that the design was sound. The goal of the qualification test was to simulate a long-term steady state run followed by a process upset. The simulated process upset consisted of pressure changes, temperature changes and included loss of flush. The results of these tests were made available to the purchaser. There was no acceptance criteria presented in API 682 1st Edition.
Five fluids were selected for the qualification tests: water, propane, 20% NaOH, cold oil and hot oil. These five fluids include a wide range of viscosity, vapor pressure, specific gravity, specific heat and atmospheric boiling point. In addition, there were actually three other “test fluids” ‑‑ the buffer/barrier fluids: glycol/water, diesel, and a lighter oil.
Although the exact cost is unknown, it is estimated that the seal manufacturers invested between 5 and 10 million U.S. dollars in capital equipment in order to conduct these qualification tests.